Alloys for CORROSION RESISTANT APPLICATIONS
NiResist is a specialty iron alloy developed for use in corrosive conditions and are used for the manufacture of pumps and mixers for the handling of sulphuric acid and alkalis, for sea water pumps and for handling sour crude oils in the petroleum industry.We offer a wide range of stainless steel grades but by far the most popular Engineering grades are form the Austenitic (300 Series) and the Duplex Grades e.g. 2205and 2507. Austenitic Stainless steels from the 300 series are the most common grades of stainless steel encountered. The 200 series of stainless steels are also Austenitic but are not as common as those of the 300 series. Our most common cast Austenitic Grades include;
 CF8 (304)
CF8 (304)
CF3 (304L)
CF8M (316)
CF3M (316L)
CF20 (302)
CH20 (309)
CK20 (310)
Duplex
The Duplex stainless steel alloys offer a combination of enhanced mechanical properties and corrosion resistance. Duplex stainless steels have a two-phase microstructure of austenite and ferrite grains which gives this family of stainless steels a combination of attractive properties:
Strength
Duplex stainless steels are about twice as strong as regular austenitic or ferritic stainless steels.
Toughness and ductility
Duplex stainless steels have significantly better toughness and ductility than ferritic grades; however, they do not reach the excellent values of austenitic grades.
Corrosion resistance
Excellent resistance chloride pitting and crevice corrosion resistance.
Stress corrosion cracking resistance
Duplex stainless steels show very good stress corrosion cracking (SCC) resistance. Duplex Applications include Oilfield Services, Offshore piping, Downhole, Pulp and paper, Geothermal
Our Most Common Duplex Grades
The most common Duplex Grades that our customers encounter are 2205 and 2507, the cast equivalent grades to the wrought designations are CD3MN (2205) and CE3MN (2507) both grades that we routinely cast, with casting weight ranging from a few grams to about 1000Kg.
First Generation Duplex Grades
First generation duplex stainless steels such as CD4MCu have been in use for more than fifty years. Their structure is usually 40 to 50% ferrite with the balance of the microstructure austenite. Their higher ferrite levels provide significantly better chloride stress corrosion cracking resistance than austenitics and higher chromium and molybdenum contents provide good localized corrosion resistance. Welding may reduce corrosion resistance and ductility unless it is followed by a post-weld solution heat treatment. None of the duplex stainless steels should be used in continuous service above 600°F (315°C) because of the potential for 885°F (475°C) embrittlement of the ferrite phase.
Second Generating Duplex Grades
Second generation duplex stainless steels such as CD3MN, CD3MWCuN, CD4MCuN, CD6MN, CE3MN, and CE8MN provide improved weldability and corrosion resistance over first generation duplexes. The most commonly used duplex casting grade is CD4MCuN. The duplex casting grades are characterized by the addition of nitrogen as an alloying element and an approximate 50-50 mixture of ferrite and austenite. When proper weld procedures are followed, there is minimal reduction of corrosion resistance or ductility. They provide excellent resistance to pitting, crevice corrosion, and chloride stress corrosion cracking; good toughness; and improved strength over the 300- series austenitic stainless steels.
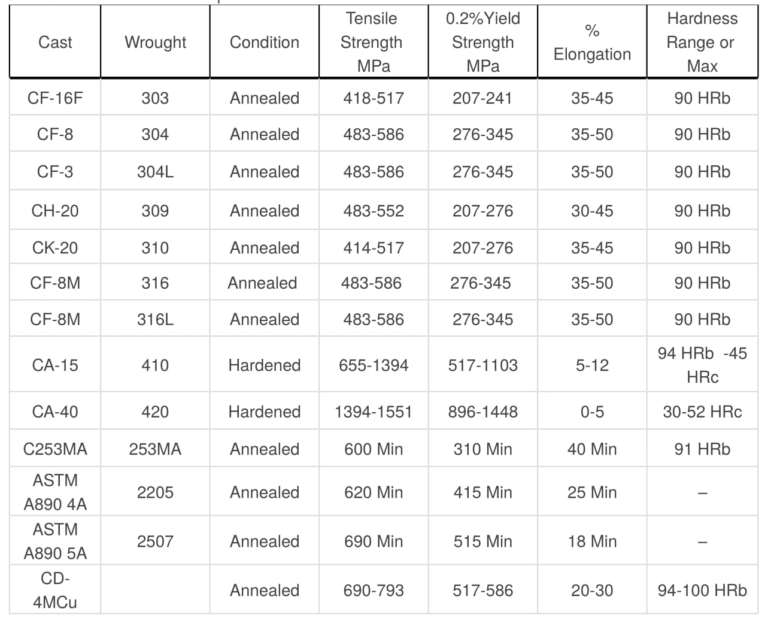
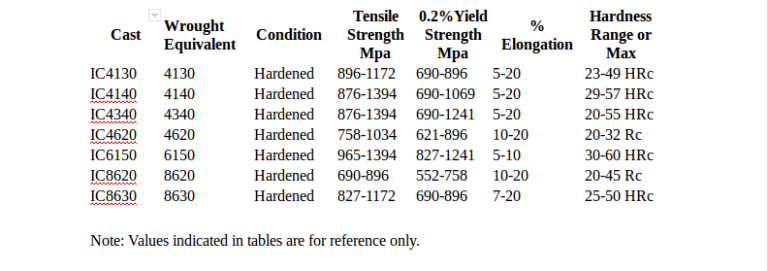
Stainless Cast Grades Mechanical Properties